
Kontinuerlig ekstruderingsmaskineri



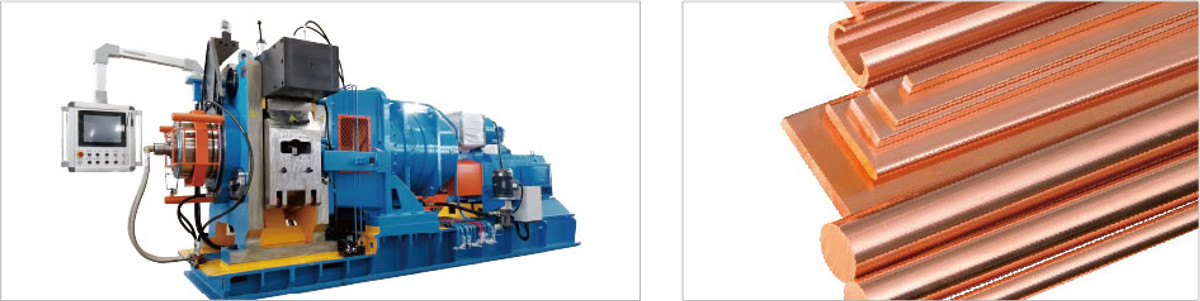



Fordele
1, plastisk deformation af foderstangen under friktionskraften og høj temperatur, hvilket eliminerer de interne defekter i selve stangen fuldstændigt for at sikre de endelige produkter med fremragende produktydelse og høj dimensionel nøjagtighed.
2, hverken forvarmning eller udglødning, produkter af god kvalitet opnået ved ekstruderingsproces med lavere strømforbrug.
3, med en enkelt størrelse stangfodring, kunne maskinen producere en bred vifte af produkter ved at bruge forskellige matricer.
4, hele linjen betjenes nemt og hurtigt uden noget tungt arbejde eller forurening under ekstrudering.
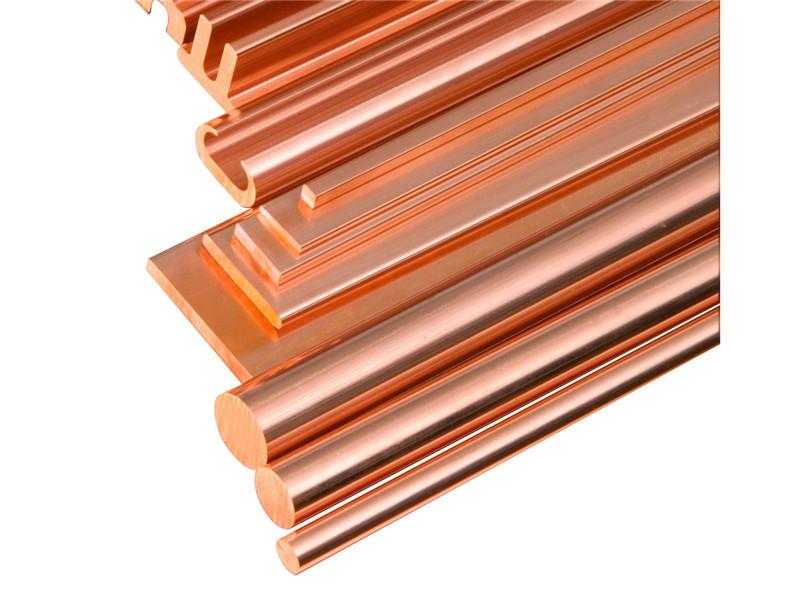
Kobber stang fodring
1. At lave kobber flade ledninger, lille kobber skinne og rund ledning
| Model | TLJ 300 | TLJ 300H |
| Hovedmotoreffekt (kw) | 90 | 110 |
| Foderstang dia. (mm) | 12.5 | 12.5 |
| Maks. produkts bredde (mm) | 40 | 30 |
| Fladtråd Tværsnit | 5-200 | 5 -150 |
| Output (kg/t) | 480 | 800 |
Produktionslinjelayout

Pay-off Forbehandling Ekstruderingsmaskine Køling Sys. Danser Take-up Machine
2. At lave kobberskinne, kobberrund og kobberprofil
| Model | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| hovedmotoreffekt (kw) | 160 | 200 | 250 | 315 | 355 | 600 |
| foderstang dia. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| max. produkts bredde (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| produktstang dia.(mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| produkts tværsnitsareal (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| output (kg/t) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Produktionslinjelayout

Pay-off Feeder & glattejern Ekstrudering Machine Cooling Sys. Længde tæller Produkt Bænk Opsamlingsmaskine
3. For at lave kobberskinne, kobberbånd
| Model | TLJ 500U | TLJ 600U |
| hovedmotoreffekt (kw) | 355 | 600 |
| foderstang dia. (mm) | 20 | 30 |
| max. produkts bredde (mm) | 250 | 420 |
| max. forhold mellem bredde og tykkelse | 76 | 35 |
| produkttykkelse (mm) | 3-5 | 14-18 |
| output (kg/t) | 1000 | 3500 |
Produktionslinjelayout

Kobberlegering stang fodring
Ansøgning om kommutatorleder, messingemne, fosforkobberstang, blyrammebånd, jernbanekontakttråd osv.
| TLJ 350 | TLJ 400 | TLJ 500 | TLJ 630 | |
| materiale | 1459/62/63/65 messing cu/Ag (AgsO.08%) | fosforkobber (Pso.5%) cu/Ag (AgsO.3%) | magnesiumkobber (MgsO,5%)jernkobber (Feso.l% | magnesium kobber(MgsO,7%)/Cucrzr |
| foderstang dia. (mm) | 12/12.5 | 20 | 20 | 25 |
| max. produkts bredde (mm) | 30 | 150 (sølv kobberstrimmel) | 100(blyramme strimmel :) | 320 |
| produktstang dia.(mm) | fosforkobberkugle: 10-40 | magnesium kobberstang: 20-40 | magnesium kobberstang: 20-40 | |
| output (kg/t) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Produktionslinjelayout
Pay-off Feeder & glattejern Ekstrudering Machine Cooling Sys. Længde Counter Take-up Machine
Fremføring af aluminiumsstang
Ansøgning om fladtråd, samleskinne og profilerede ledere, runde rør, MPE- og PFC-rør
| Model | LLJ 300 | LLJ 300H | LLJ 350 | LLJ 400 |
| hovedmotoreffekt (kw) | 110 | 110 | 160 | 250 |
| foderstang dia. (mm) | 9.5 | 9.5 | 2*9,5/15 | 2*12/15 |
| max. bredde af fladtrådsprodukt (mm) | 30 | 30 | 170 | |
| fladtrådsprodukts tværsnitsareal (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| rundt rør dia. (mm) | 5-20 | 5-20 | 7-50 | |
| flad rørbredde (mm) | - | ≤40 | ≤70 | |
| fladtråd/rør output (kg/h) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Produktionslinjelayout

Pay-off glattejern Ultralydsrensning Cooling Sys Dancer Take-up Machine
Billede 217282
Relaterede produkter
-

Maskiner til kontinuerlig beklædning
Princip Princippet for kontinuerlig beklædning/beklædning svarer til princippet for kontinuerlig ekstrudering. Ved hjælp af tangentielt værktøjsarrangement driver ekstruderingshjulet to stænger ind i beklædnings-/beklædningskammeret. Under den høje temperatur og det høje tryk når materialet enten tilstanden for metallurgisk binding og danner et metalbeskyttelseslag for direkte at beklæde metaltrådskernen, der kommer ind i kammeret (beklædning), eller ekstruderes til...